Our projects
Zahrani Oil Storage Terminal Project
Location: Zahrani, Lebanon
Client / End User: Lebanese Oil Installations — Zahrani Terminal (Ministry of Energy and Water, Lebanon)
Project Overview
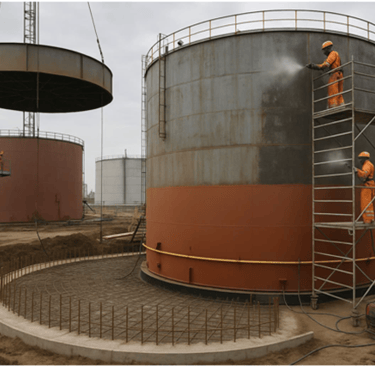
The project involved the construction of a modern oil and petroleum products storage terminal located in the industrial coastal area of Zahrani, Lebanon. The primary objective of the project was to increase the country’s strategic fuel reserves and enhance the reliability and resilience of the national fuel supply infrastructure.
As part of the project implementation, a comprehensive scope of engineering and construction works was carried out to establish a large-scale tank farm facility. The storage terminal includes vertical atmospheric steel storage tanks designed for the safe storage of crude oil and refined petroleum products such as diesel fuel, gasoline, and fuel oil.
In addition to the storage infrastructure, the project incorporated the development of a complete technological system for the reception, storage, and dispatch of petroleum products. The facility is designed to ensure efficient product handling, operational safety, and compliance with international industry standards.



Dinh Co Gas Processing Plant — Heat Exchanger Equipment Rehabilitation Project
Location: Dinh Co Gas Processing Plant, Ba Ria – Vung Tau Province, Vietnam
Client / End User: PetroVietnam
Project Overview
The project was implemented at the operating Dinh Co Gas Processing Plant in Vietnam and included a comprehensive scope of work related to the dismantling, repair, and modernization of shell-and-tube heat exchangers, including the manufacturing and replacement of tube bundles.
The primary objective of the project was to restore the designed thermal performance of the equipment, improve the reliability of the natural gas processing systems, and ensure the uninterrupted operation of the plant’s production facilities.
The work was carried out in accordance with industrial safety standards and operational requirements of a functioning gas processing facility, ensuring minimal disruption to ongoing plant operations while upgrading critical heat exchange equipment.






Produced Water Treatment Facility — Barsagelmez Oil Field
Location: Balkan Region, Turkmenistan
Client / End User: Turkmennebit State Concern — Barsagelmez Oil Field
Project Type: Produced Water Treatment Facility
Project Overview
The project involved the construction of a produced water treatment facility at the Barsagelmez oil field in the Balkan region of Turkmenistan. The facility was designed to treat produced water generated during oil extraction and prepare it for reinjection into the reservoir as part of the reservoir pressure maintenance system.
The primary objective of the project was to ensure efficient treatment of produced water while meeting environmental regulations related to the handling and disposal of industrial wastewater generated by oil production.
As part of the project implementation, a comprehensive water treatment system was developed to effectively remove mechanical impurities, free oil, and suspended solids. The facility ensures that treated water meets the required quality parameters for safe reinjection into the reservoir, supporting sustainable field operations and improving overall production efficiency.






Tank Farm Fire Protection System — Abu Dhabi Oil Storage Terminal
Location: Abu Dhabi, United Arab Emirates
Client / End User: National Oil Storage Operator (NOC Storage Terminal)
Project Type: Tank Farm Fire Protection System
Project Overview
The project involved the design, supply, and implementation of a comprehensive fire protection system for a petroleum products storage tank farm located in Abu Dhabi, UAE. The system was developed to ensure early fire detection, rapid response, and effective containment of potential fire incidents within the storage facility.
The solution was engineered to protect critical terminal infrastructure and minimize operational risks associated with the storage of flammable liquids in atmospheric storage tanks.
The fire protection system was designed in accordance with international industrial fire safety standards and incorporated specialized technologies adapted to the operational characteristics of large-scale petroleum storage facilities. The implemented solution enhances safety, reliability, and operational continuity of the terminal’s storage infrastructure.








Cooling Tower & Circulating Water System — Atyrau Petrochemical Complex
Location: Atyrau, Republic of Kazakhstan
Client / End User: Atyrau Refinery LLP — Utilities & Offsites Operations Department
Project Type: Cooling Tower & Circulating Water System
Project Overview
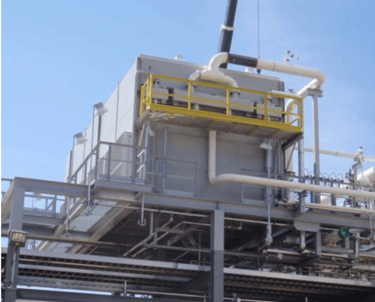
The project involved the design, supply, and commissioning of a circulating water system for an industrial complex at the Atyrau Refinery in Kazakhstan. The system includes a mechanical draft cooling tower, circulation pumping station, and associated cooling water distribution infrastructure.
The primary purpose of the system is to remove excess heat generated by process units, compressor equipment, and heat exchangers, ensuring stable thermal management across the refinery’s operational facilities.
The implemented cooling system enables efficient heat dissipation, supports continuous operation of critical process equipment, and maintains the required temperature regimes necessary for reliable and stable refinery operations.












Air Cooler Section Replacement — Galkynysh Gas Field Sulfur Removal Plant
Location: South Yoloten, Turkmenistan
Client / End User: Galkynysh Gas Field Sulfur Removal Plant
Project Type: Air Cooler Section Replacement Project
Project Overview
The project was carried out at the sulfur removal plant of the Galkynysh gas field in Turkmenistan and involved the replacement of air cooler sections installed on unit 04-X-7602. The equipment is used in the process of steam generation for the plant’s technological operations.
Unit 04-X-7602 performs cooling and condensation of process streams associated with steam generation and condensate return. During long-term operation, several heat exchange sections lost their designed thermal performance, which affected the stability of the steam generation process.
As part of the project, worn air cooler sections were systematically replaced to restore the required thermal efficiency of the equipment. All works were carried out in compliance with industrial safety standards while minimizing downtime of the technological production line and ensuring uninterrupted plant operations.


Air Separation Unit (Oxygen & Nitrogen Plant) — Metallurgical Complex
Location: India
Client / End User: Metallurgical Production Complex
Project Type: Air Separation Unit (ASU — Oxygen & Nitrogen Plant)
Project Overview
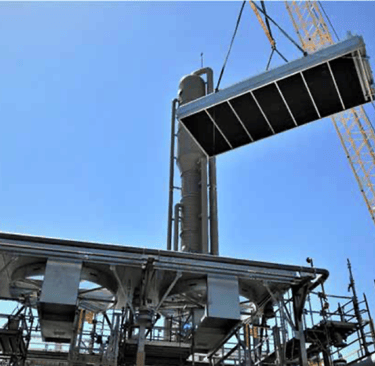
The project involved the design, supply, and commissioning of a cryogenic air separation unit for a metallurgical production complex in India. The facility was designed to produce both gaseous and liquid oxygen and nitrogen required for various technological processes within the plant.
The air separation unit ensures a stable and reliable supply of industrial gases used in combustion processes, inerting operations, purging systems, and metallurgical treatment of materials.
The implemented solution supports continuous industrial operations by providing high-purity oxygen and nitrogen while meeting the operational reliability and efficiency requirements of a large-scale metallurgical facility.


